
镀前处理 镀铜工艺 镀锌及锌合金工艺 锌及锌合金后处理 镀镍工艺 合金电镀工艺 代铬电镀工艺 镀锡、银、金工艺 镀铬工艺 铝合金前处理工艺 发黑及古铜色 抛光及钝化工艺 退镀工艺 化学沉镍工艺
无电解镍工艺 无镍电镀工艺 PCB电镀工艺 塑料电镀工艺 汽车五金电镀工艺 贵金属电镀工艺 前后处理电镀工艺

五金电镀节能改造项目
A、客户简介
博罗某实业有限公司成立于2008年,隶属于某集团(香港)有限公司全资子公司,是一家以精密零部件制造、金属阳极表面处理配套的企业,现有员工1100人。集团企业:深圳市某实业有限公司、深圳市合某精密科技有限公司。
现主要为精密汽车零部件、手机金属外壳等高端产品提供加工制造等一站式服务,公司已通过ISO9001及TS16949质量管理体系认证,并获得日本丰田及本田汽车公司认可。现主要服务客户群体为微软、华为、比亚迪、本田、丰田、魅族、金立、小米等国内外知名企业。
公司拥有专业的管理团队,完善的品质体系,竭诚为全球客户提供最优质、最快捷、最实惠的产品服务。
B、工程概况
阳极氧化线手动线2条,共计20个槽,总功率:240KW(电加热)。
C、设备选型
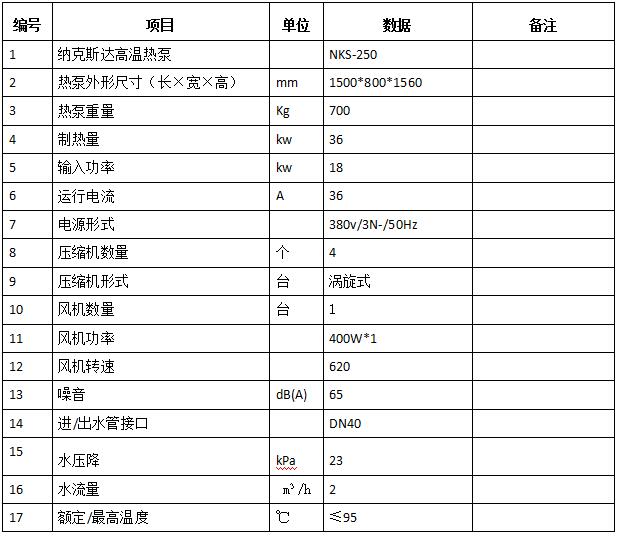
选用5台25HP纳克斯达高温热泵
25HP纳克斯达高温热泵参数表
D、各种热源基本参数比较

E、安装示意图纸及说明:

系统模式:
全加热模式:
本方案以加温为主,主要满足电镀线加热需求,在冬季温度低时,打开风道旁通风阀,让冷风往车间外排风。
机组控制逻辑
使用空调型热泵机组对生产线加热的同时,产生的冷量给包装室降温。
本系统以生产线加热为主,回收冷量包装室降温为辅。
加热控制逻辑
机组加热部分控制要水槽的温度,控制温度在50-80℃,由主机管道的热量,分别送到所需加热的槽子里,每个槽子内部需设钛管,通过钛管进行恒温。
槽体加热说明
每个需要加热的槽子体需放换热钛管,换热温差25-30℃计算,各个加热槽子和温度控制器集中第一个槽,通过钛管的换热面积换算,由温度控制器控制和自动定时开关。
当温度低于设定温度时,主机开启,当温度高于设定温度时,主机关闭。当机组出现故障,主机声光报警器闪烁和发声报警,同时机组控制面板出现故障代码,由此可以及时得到维护。
定时控制
机组都安装时间控制器,可自动早上提前开起,晚上下班时关闭。
Copyright © 2014 版权所有 粤ICP备11098102号 深圳市纳克斯达科技有限公司
地址:广东省深圳市宝安区龙华东环一路南方明珠大厦
电话:0755-27970704 传真:0755-29188203 网站:www.nkxta.com